Vaccine Vial Stabilizers and Test Kits Available
Call toll free (800) 350-7711 / (559) 786-2128
Select Language
Tempo is a specialty company which serves customers needing clean, smooth surface finish, close tolerance and thin wall molded parts. Consistency of deliveries comes from process improvement and prevention of problems. Continuous process improvements result from suggestions and production data. Tempo believes in training its people and equipping them with the correct tools so they can perform their tasks properly. Tempo believes in providing customers with prompt service and consistency.
Tempo developed the thin wall molding technique known as “DRY molding” beginning in August, 1960 with its first product, foam cups. Patents for this technique were granted in 1965. Tempo adapted DRY molding to numerous other products where good material fusion is achieved to accomplish a “smooth surface” quality standard. Tempo is one of the few remaining cup molders in the world to adapt cup molding techniques to serve modern high technology engineered applications.

You can see the steam jacketed cup mold. Steam circulates through the jackets and conducts heat into the foam resulting in smooth molded surface. Tempo’s molding technology allowed the company to discontinue cup production and evolve to custom thin wall parts.
Rogers family bought stock in Tempo in 1967 and established control 1981. We focused Tempo thin wall technology on medical accounts and served the cardio-surgery industry through the 1980’s. Tempo smooth surface molding enabled parts to withstand EtO sterilization and clean room handling. In-house mold design and construction allows fast turnaround deliveries.
By 1986 the South Coast AQMD realized that our industry used VOC blowing agent pentane to create expansion of the raw material and began writing compliance rules to control emissions preventing formation of smog (which comes from NOx and VOC).
In 1986 my Dad and I bought property in Visalia and developed turbine cogeneration as a way to pull VOCs from the molding process and destroy it to meet newly developing air quality standards. We built a system that passed compliance tests in 1991and started up our new Visalia plant. In 1996 we received a patent for this idea along with Allied Signal (now Honeywell) in exchange for a new turbine engine, electrical generator, combustion chamber and controls.
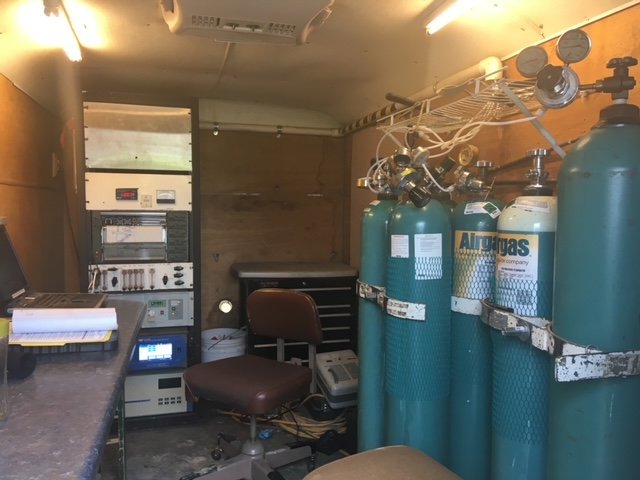
Air quality compliance tests require third party mobile lab testing of boiler stack (similar to auto smog test). Here the analyzers are printing real-time emissions data to compile test results. The analyzers are calibrated continuously with precise gases from the tanks on right.

This is our second cogen system. Ducting from plant directs air to turbine combustor, hot exhaust feeds waste heat boiler to produce steam for molding machines. We produced electricity to operate the plant using 500 kw generator (on far left side).

The turbine utility arrangement was sold and replaced with large boiler and air compressors. This area of utility pad now used for mold storage. My Dad passed away in 2012. I continue focus on what Tempo does well.

Large 350 HP boiler startup August 2021, tests at 4ppm NOx, black ducting from plant (top center) connected to burner intake for VOC control and CA air permits to operate. This produces plenty of steam for all eighteen molding machines plus material preparation.

Electrical conservation methods include extensive compressed air storage allowing the machines to operate without the air compressor running.

Doug Rogers exhibits at laser shows like Photonics West featuring static dissipative wafer boxes and intricate insert-molded components.